Locust H150 - A Micro Turbojet Engine
Visit us at http://jetbeetle.com
| Back | Next |
Turbine Wheel |
|
Picture |
Description |
 |
3D CAD model for the turbine wheel. Turbine extracts energy from gas, and uses this energy to turn the compressor. Yes I design my own turbine and then build it! This wheel will be manufactured by investment casting process, out of Inconel 713LC. Since the best nickel based heat-resistance super-alloy has been adopted, as long as the combustion gas temperature is lower than 925 deg C, the wheel will be very secure during operation. Diameter of this turbine : 128mm. |
 |
Closer look of 3D CAD model no.1. A blade in high speed will suffer large resultant forces of the following : centrifugal force, bending moment, twisting torque, etc. At the blade root the stress is maximum, so a nice fillet to the root of the blade is very important, this minimizes the high stress concentration at the root, and therefore reduces the hazard of fracture greatly. |
 |
Closer look of 3D CAD model no.2. Our impulse-reaction typed blade's end section has nice gas-dynamics profile, which can operate in the supersonic range. Blade angle is determined through very careful calculations. Thickness of the blade should be as thin as possible, this is a must to minimize the centrifugal force under high speed, hence helps reducing the high temperature creeping behavior of the alloy. |
 |
CNC machining the lost wax mold. I have access to a nice 3-axis machine but it takes more than 30 hours to machine a single half ! If you take a closer look to the finished surface and you'll be amazed by the delicacy piece of work. |
 |
Wax pattern is obtained through wax injection into the mold. You can see the video clip how I toy around with this wax turbine at here (avi format 2.0mb), in which I used my electric fan as substitute for gas source, a pencil as shaft, a tube as bearing, index finger as a brake (to prevent it from going wild), all low tech but guess what ? it works fine. |
 |
I have some wrecked wax patterns. Be sure not to waste any resources, let's make it useful. Recycle it and make some candles like this. |
 |
The foundry where my turbine is born. From this picture you can see equipment like vacuum hi-frequency melting furnace, and vacuum casting chamber. As tryout purpose, we are using 304 instead of inconel. Our 304 ingot is vacuum melted, and cast in a vacuum chamber. You might dispute that 304 doesn't need to be cast using such sophisticated equipment, but what we are doing is to simulate accurately what will be happening when casting inconel 713LC. |
 |
As-cast part out of 304 only for casting tryout. This wheel is so critical to the project, and in fact, is the key component for X-150, if I failed in building this item, I'll stop the project right away with no hesitation. But take a look at this as-cast part, upon get hold of it, I know that my project will be alive for quite a while. :-) I am very satisfied with the casting quality. |
 |
The world's first and only Christmas
tree made of turbine wheels ! I guarantee you won't be able to get any
of this tree
from local Christmas tree dealers because it is not for sale !
Oh Christmas tree oh Christmas tree... |
 |
Boring jig. This jig will be used very often ! The jig has open holes at both sides, so it is very convenient to machine the turbine from the front face and rear face by simply flipping the jig. This 2-piece jig is a unique design which clamps the turbine wheel at the rim, and allows the operator to center the hub. Why not center the blade root ? This wheel is a big one, it's hub has a diameter of 30mm, quite enough for centering. My thinking is that if the hub's circularity is bad and cannot be used to center, we should give up centering and discard the wheel directly. |
 |
End face machining, The as-cast part has some extra material needs to be removed. We secure the as-cast part in the jig then have it clamped on a 3-jaw chuck. Machine away the not needed material from both sides. At this step no centering is needed, what we need to do is to keep the normal vector of jig face parallel to axis of revolution, and the chuck will do this for you. In this way we can have a batch of wheels machined very rapidly (my experience, in minutes). Nice jig ! |
 |
End face finished, we remove the jig form the chuck, open the jig and take out the wheel for examining. Yes, it looks good! In my opinion to remove the face material by the first cut into the hub is quite enough to get finished end face. Now the wheel is ready for centering. |
 |
Boring center hole. Secure the wheel in the jig again. Dial gauge with probe-type stylus is needed to locate the center of the bore. Use hub to center. During an attempt for a once through operation the 3-flute center drill glows red hot ! Keep the wheel in low speed and bore hole undersize. According to ISO 1940, gas turbine is of class G2.5, under 65K RPM the eccentricity of mass center allowed is only about 0.367μm ! Don't worry, this doesn't mean we have to bore the hole this accurate. But after balancing the mass center deviation should be as small as possible. |
 |
Reaming to size. The correct size we need is Φ14. when boring the undersized hole it is better to drill something like Φ10 or Φ11, so that if the bore deviates from the center (which is quite often to occur) we still have chance to correct it back. Both boring and reaming for SS304 we can use high-speed steel tools. However this is not the case if we are facing Inconel 713LC! |
 |
Completed bore hole. Please note that this wheel is made of SS304, not the one we really want. I chose to complete the boring work because I need a cheap part for demonstration. For the real part we need to wait until the inconel casting is done. Since Inconel is tough material to machine, I'll use EDM to bore the undersized hole then ream the hole by a proper tool. |
 |
Inconel 713LC ingot. Bloody expensive material. 3 tons of it worth a nice apartment in here. When into mass production there is an important issue, that is the yield rate. We have a working gate and runner system but we'd like to optimize it so that we can get casting parts as many as possible. Use abrasive cutting wheel to tailor the ingot to correct size for casting. I tried toy around using an automatic cutting band saws with HSS saw blade to do the job. After several minutes of wasting power, and even though those saw teeth have seen glowing red hot, the ingot is still there unharmed. |
 |
These are our Inconel 713LC as-cast wheels - pretty ! Next step I'll use EDM to bore the hole undersized. |
 |
X Ray examination of blades. I am very proud to announce that there's not any defects at all. This batch of castings is a big success ! This picture is shown as per homebuilders' request. |
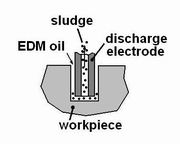 |
Finally, it's time to demonstrate how to bore the center hole of turbine wheel by using EDM, the Electro Discharge Machining. There is dedicated EDM drilling machine, but using ordinary EDM can do the job as well, if we know how to handle the problem of sludge removal. The picture shown is suction type, that is, sludge is taken away by suction from the bottom through center hole of discharge electrode. If your EDM can't do suction, use blow type, that is, reverse the flow direction, this works too but leaves rough surface on the wall. |
 |
Preparing for EDM boring, end faces are machined. Not much trouble encountered when machining the end face of this Inconel 713LC wheel. However, it was not like cutting butter either, since the tool tip did not last long and several times of re-sharpening were needed, and the machined surface is not as good as that of 304, and some burrs at edge are very obvious, all because Inconel 713LC is especially tough. Machining is one thing, drilling is quite another. |
 |
EDM boring in process. I use blow type, bore hole dia. 12mm. Click on the picture to see the video clips of how violent EDM had done to my wheel. Knife through butter ? well almost but not quite. Disclaimer : none of my business if you hurt your neck. :-) |
 |
Completed bore hole, the hole dia is larger than 12mm, hole wall is rough but we still have a lot of allowance for reaming. Success ! |
 |
Yet another method of boring undersized hole. WEDM (Wire-cut Electric Discharge Machining) it is. A copper wire of 0.2mm diameter is used as discharge electrode, water as working fluid, the wire cuts along the circumference of the bore and leaves the hole. The surface is very smooth but unfortunately it is not needed, because we will remove the surface by reaming or grinding the hole to size anyway. As a little conclusion WEDM is not a brutal way and is comparatively more elegant than EDM drilling. |
 |
Finished center hole and end faces by precision grinding. The tangential grinding pattern on end face is for increasing the friction force. When grinding the bore, centering must be carried out at best accuracy we can achieve, this time we cannot center the hub because there is burr that hindered the job. So the boring jig has been improved to allow centering the blade root. |
 |
Turbine wheel after sizing, ready for shipping or balancing. |
 |
A low cost turbine wheel grinder, secured to the tool post by a jig. It has not yet been validated. I call it not-so-precise grinder, simply because the grinder vibrates alot, and is particularly noisy. You can grind end faces, IDs, ODs, with different abrasive wheels. |
 |
Grinder Jig removed from the lathe. Laser cut from thick plate then TIG welded and drilled. Normally there are dedicated grinding machines specially for grinding precise IDs, ODs, and end faces. For precision purposes requirements such as low vibration and automatic feed are necessary. |